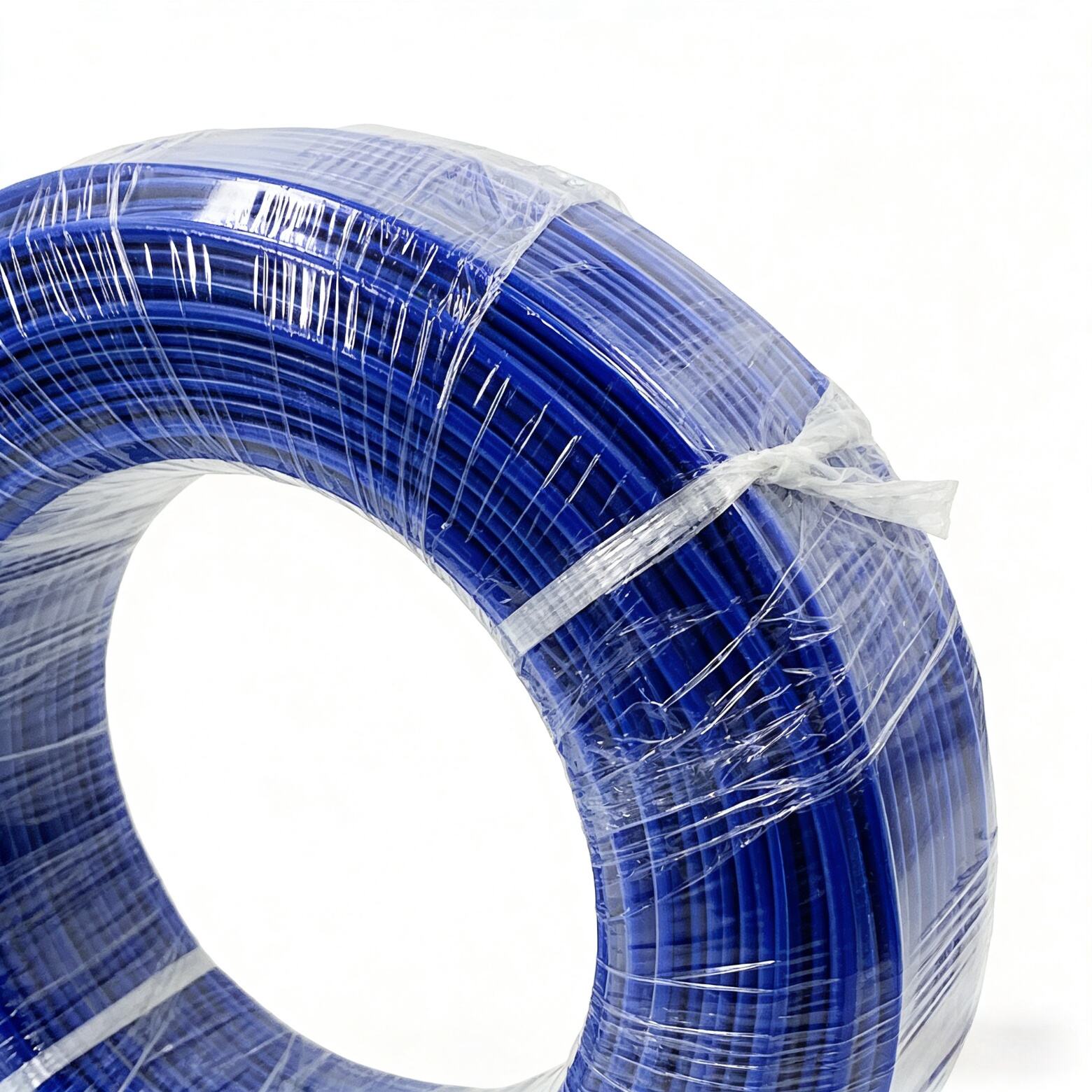
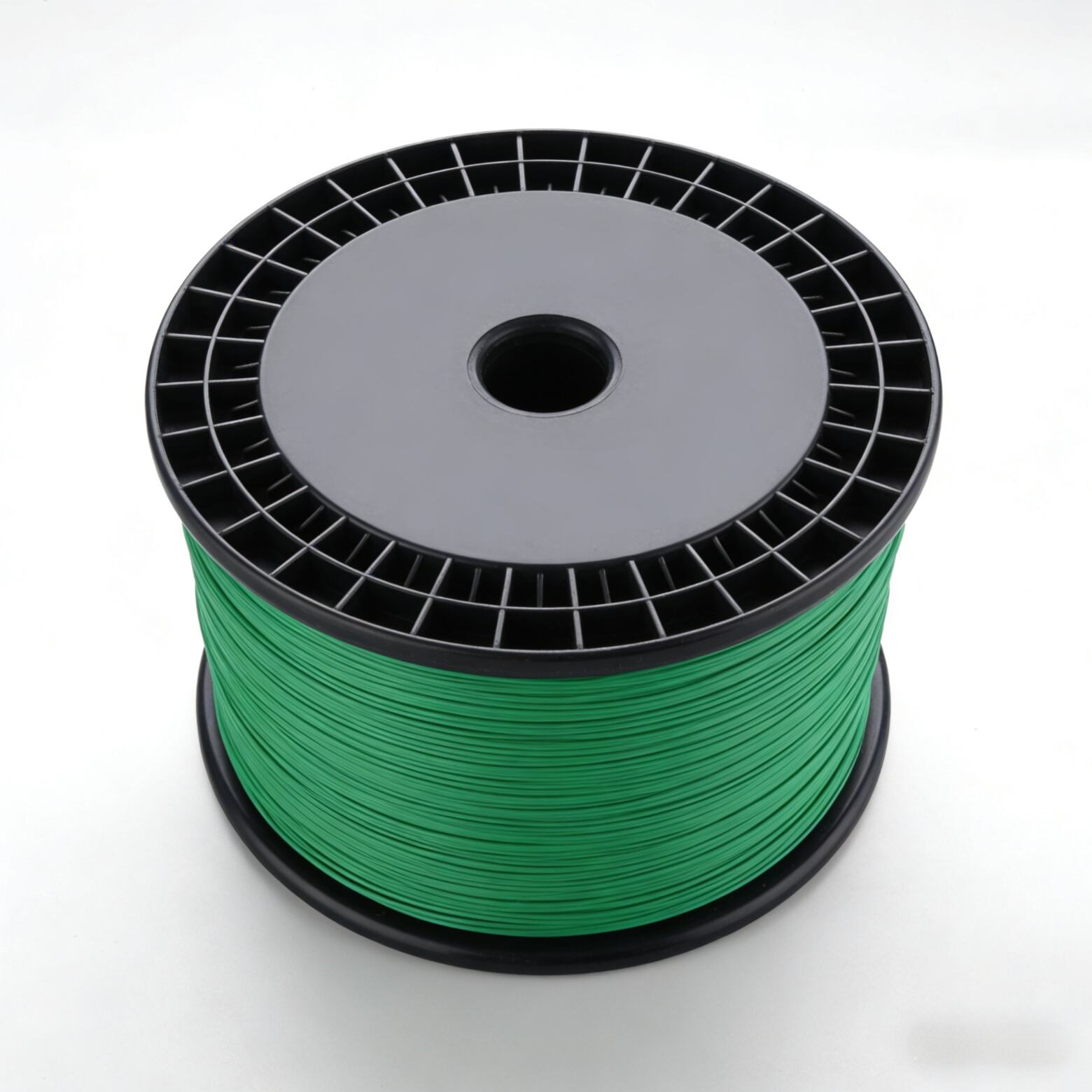
double insulated 8 gauge silicone wire
Double insulated 8 gauge silicone wire represents a premium electrical conductor engineered for demanding applications where safety, durability, and performance are paramount. This specialized wire features two distinct layers of insulation, providing enhanced protection against electrical faults, moisture ingress, and environmental hazards. The 8 gauge designation indicates the wire's cross-sectional area, making it suitable for carrying substantial electrical currents while maintaining optimal performance characteristics. The silicone insulation material offers exceptional temperature resistance, flexibility, and chemical stability, making this wire ideal for harsh operating environments. The primary function of double insulated 8 gauge silicone wire centers on safe electrical power transmission in applications requiring robust protection against electrical hazards. The dual insulation system creates multiple barriers between the conductor and external environment, significantly reducing risks of electrical shock, short circuits, and system failures. This wire excels in automotive applications, marine environments, industrial machinery, renewable energy systems, and high-temperature installations. Technological features include superior temperature ratings ranging from negative forty to positive two hundred degrees Celsius, excellent flexibility that maintains performance in extreme conditions, and outstanding resistance to oils, chemicals, and UV radiation. The silicone compound provides exceptional dielectric strength, ensuring reliable insulation properties over extended service life. The wire construction incorporates high-quality copper conductors with optimized strand configuration for maximum current carrying capacity and minimal voltage drop. Applications span across electric vehicle charging systems, solar panel installations, battery management systems, marine electrical systems, industrial automation, and aerospace applications. The double insulated 8 gauge silicone wire delivers consistent performance in demanding environments where standard wire solutions fail, making it an essential component for critical electrical installations requiring enhanced safety margins and operational reliability.