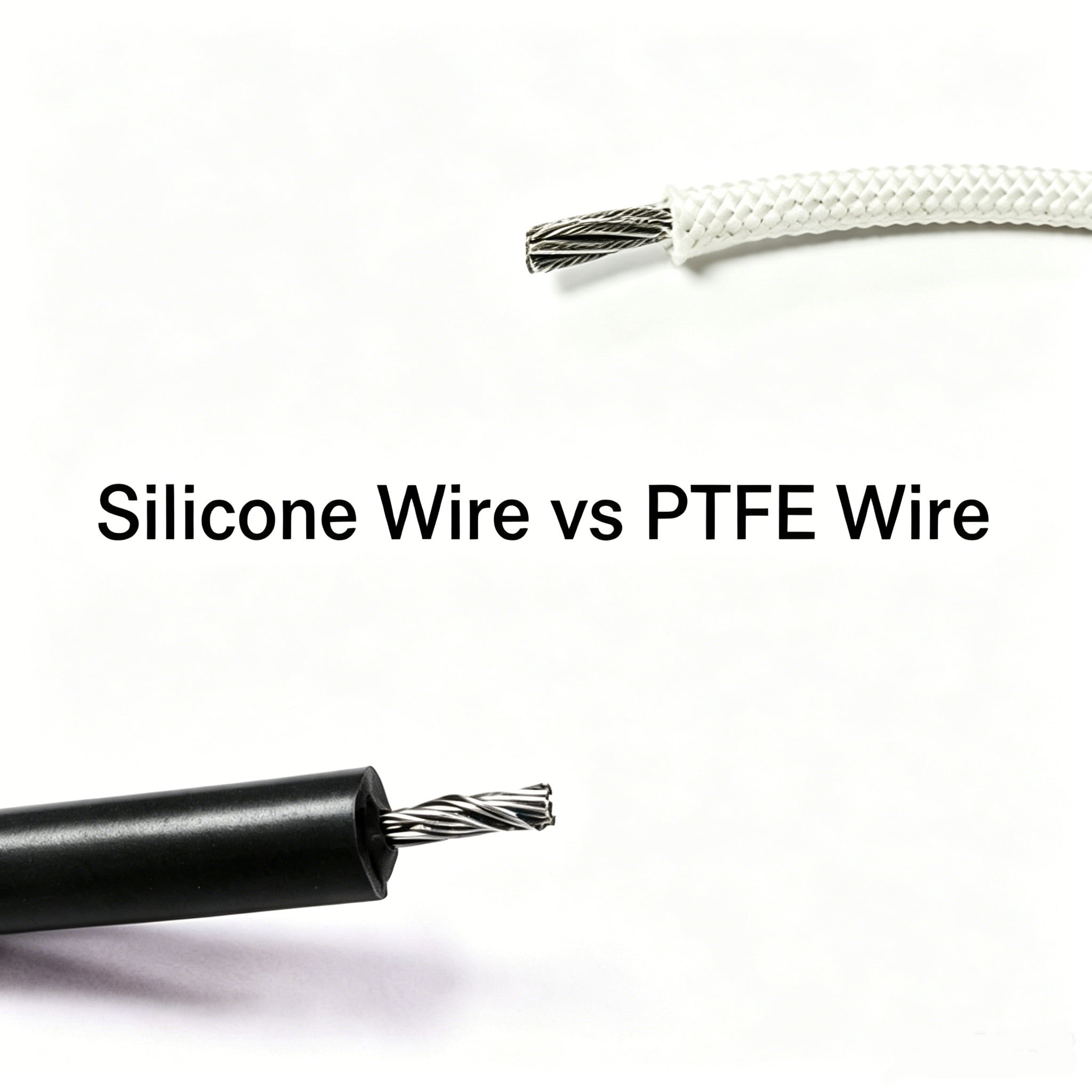
Selecting the right high-temperature cable is essential for ensuring safety, reliability, and long-term performance. Among the many insulation materials available today, silicone rubber and PTFE (Polytetrafluoroethylene) are two of the most widely used options for demanding electrical applications.
Both materials provide excellent thermal stability and electrical insulation. However, they differ significantly in flexibility, environmental resistance, installation convenience, and overall cost.
This guide compares these two insulation systems and explains where each performs best, helping engineers, purchasing managers, and equipment manufacturers make an informed decision.
Silicone rubber insulation is known for its exceptional flexibility and stable performance across a wide temperature range. Unlike many conventional insulation materials, silicone remains soft even in cold environments and continues to perform reliably under elevated temperatures.
Key Benefits:
Typical Operating Temperature:
Because of its flexibility, silicone insulation is often selected when cable routing is complex or where vibration is present.
Common Industries:
PTFE is a fluoropolymer material recognized for its exceptional resistance to heat, chemicals, and abrasion.
Compared with silicone-based insulation, PTFE offers superior protection in highly aggressive environments where exposure to fuels, oils, solvents, or industrial chemicals is expected.
Key Benefits:
Typical Operating Temperature:
Common Industries:
For applications continuously operating above 200°C, PTFE is generally the preferred solution due to its higher thermal capability.
However, most industrial equipment, battery systems, renewable energy installations, and automation equipment operate well below this threshold. In these situations, silicone insulation delivers more than sufficient thermal performance while offering additional installation advantages.
One of the primary reasons manufacturers choose silicone-insulated conductors is flexibility.
In battery packs, robotic systems, and complex harness assemblies, installers often need to route cables through confined spaces. A more flexible construction can reduce assembly time and simplify maintenance.
Applications that particularly benefit include:
For systems involving frequent movement or vibration, flexibility often becomes more important than maximum temperature capability.
Where exposure to aggressive chemicals is expected, PTFE has a clear advantage.
Its fluoropolymer structure provides excellent resistance to:
This is why aerospace, military, and chemical processing industries frequently specify PTFE-insulated products.
Silicone insulation remains suitable for many industrial environments but is typically selected when flexibility and ease of installation are higher priorities.
The rapid growth of electric vehicles has increased demand for flexible, heat-resistant cable solutions.
Battery packs often contain complex internal routing paths and are exposed to vibration throughout their service life. Flexible insulation helps simplify assembly while maintaining reliable electrical performance.
Advantages in EV applications include:
For many battery manufacturers and energy storage system integrators, silicone-insulated cables have become a practical solution that balances performance, reliability, and cost.
Budget remains an important factor when selecting cable materials.
In most cases:
For large-volume manufacturing projects, the difference can have a significant impact on overall production costs.
For products entering the North American market, compliance with recognized safety standards is often required.
Common Silicone Insulation Standards:
Common PTFE Insulation Standards:
Choosing certified cable products helps ensure regulatory compliance and customer confidence.
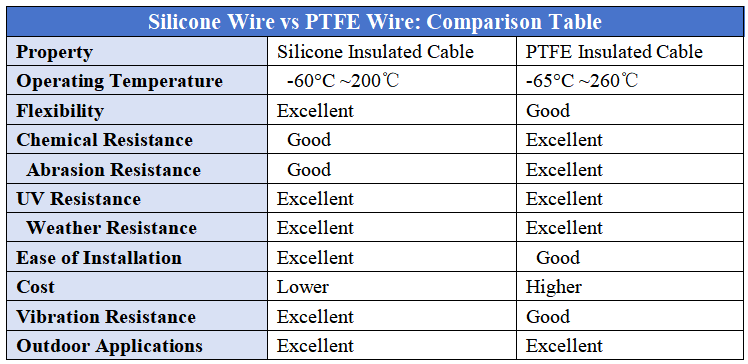
Silicone insulation is generally more flexible, especially in low-temperature environments.
PTFE offers a higher continuous operating temperature, reaching up to 260°C.
For many battery pack applications, silicone insulation is preferred because of its flexibility, vibration resistance, and installation efficiency.
PTFE performs better in environments exposed to chemicals, fuels, oils, and solvents.
Silicone-based constructions are typically the more economical choice for most industrial and energy-related applications.
Both insulation systems provide excellent performance in high-temperature environments, but they are designed for different priorities.
Silicone-insulated cable is often the preferred choice when flexibility, ease of installation, vibration resistance, and cost efficiency are critical. These characteristics make it particularly suitable for electric vehicles, energy storage systems, automation equipment, and industrial applications.
PTFE-insulated cable remains an excellent solution for aerospace, military, and chemically aggressive environments where maximum thermal and chemical resistance are required.
By understanding the strengths of each insulation material, engineers and purchasing teams can select a cable solution that improves reliability, simplifies installation, and delivers long-term value.
Dongguan Zhongzhen is a professional manufacturer of custom wire, cable and wire harness solutions. We provide UL-certified products for automotive, industrial, energy storage and electronic applications worldwide. OEM and ODM services available.